EVA | Foamed
Elastomers TPE > Foamed
EVA Foamed - ethylene-vinyl acetate expanded | ||||||||
EVA or ethylene-vinyl acetate, sometimes known as poly ethylene-vinyl acetate, is a copolymer consisting of ethylene and vinyl acetate. EVA also popularly known as expanded rubber or foam rubber, is a lightweight material with a low cost and, at the same time, is highly versatile and is used in many different ways. It can adopt many different shapes and structures and has good resistance to water and moisture, shock absorption and shock absorption, thermal insulation and long-term durability. Due to the lightweight properties, but at the same time cushioning impacts, it is widely used in sports shoes, whether in sole, midsole or insole. However, it has become a popular item for any type of shoe. EVA can also be used as a filler or interface. Due to its lower cost of material, plastic foams are more respectful with the environment compared to non-foamed ones. In addition, plastic foams also have many advantages, such as: light weight, insulation capabilities (sound and heat), energy absorption (impact, impact and vibration), buoyancy and elastic properties in certain cases. |  | |||||||
| EVA Properties | ||||||||
|  | |||||||
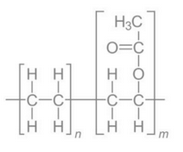
Symbols | Formula | |||||||
|  | |||||||
EVA Properties | ||||||||
Ethylene vinyl acetate (better known as EVA) is the copolymer of ethylene and vinyl acetate. The percentage by weight of vinyl acetate usually varies from 18 to 40%, the rest being ethylene. Depending on the composition during the production process, different levels of EVA hardness can be obtained. It is important to be considered with the level of hardness since EVA does not recover its shape after continuous compression. A softer EVA will have, compared to a harder EVA, a worse resistance to abrasion and in an outer sole will have a shorter life but greater comfort. It is a polymer that approaches the elastomers in terms of softness and flexibility, it can be processed like thermoplastics. |  | |||||||
| The EVA copolymer with low proportion of AV | ||||||||
The EVA copolymer, which has a low proportion of VA (approximately up to 4%), can be referred to as polyethylene modified with vinyl acetate. It is a copolymer and is processed as a thermoplastic material, just like low density polyethylene. It has some of the properties of a low density polyethylene. Generally considered a non-toxic material. |  | |||||||
| Average AV rate | ||||||||
The EVA copolymer, which has an average VA ratio (about 4 to 30%), is termed a thermoplastic ethylene-vinyl acetate copolymer and is a thermoplastic elastomer material. It is not vulcanized, but it has some of the properties of a rubber or plasticized polyvinyl chloride, particularly at the upper end of the range. They can be filled and both filled and unfilled materials have good properties at low temperatures and are resistant. |  | |||||||
| High proportion of VA | ||||||||
The EVA copolymer, based on a high proportion of VA (greater than 40%), is known as ethylene-vinyl acetate rubber. |  | |||||||
| EVA Products range | ||||||||
We have at your disposal the widest range of long and short EVA grades, with different hardness and stabilization and acetate content. |  | |||||||
| EVA Physical and mechanical properties | ||||||||
The properties of the EVA copolymers are mainly determined by the vinyl acetate content and the degree of fluidity. An increase in VA content increases the density, transparency and flexibility of the material, while reducing the melting point and hardness. The ethylene-vinyl acetate copolymer (EVA) is a very elastic material that can be sintered to form a porous material similar to rubber, but with excellent strength. It is three times more flexible than low density polyethylene (LDPE), showing a tensile elongation of 750% with a maximum melting temperature of 96 ° C. Depending on the composition during the production process, different levels of EVA hardness can be achieved. It is important to respect the level of hardness, since EVA does not recover its shape after continuous compression. A softer EVA, compared to a harder one, has a worse resistance to abrasion and, in a sole, will have a shorter life but greater comfort. | | |||||||
Thermal properties EVA | ||||||||
The melting point of the EVA decreases as the VA content increases. therefore the temperatures of use of copolymers are lower compared to the corresponding homopolymer (LDPE). The maximum value for the temperature of use of an artifact is less than the temperature softening Vicat. Temperatures as for all thermoplastic polymers, depend on the duration and level of mechanical stresses to which the artifacts are subject when exposed to heat. As the temperature increases, the conductivity temperature decreases until it reaches a plateau near the melting point. |  | |||||||
Electrical properties EVA | ||||||||
The introduction of a polar comonomer inside polyethylene chains affects the electrical properties of the final polymer: the coefficient of dielectric loss and relative dielectric constant of EVA copolymers depend on the VA content. EVA copolymers, despite being characterized by insulating properties inferior to homopolymer (LDPE), find application in the cable industry thanks to its good resistance to stress corrosion, easy crosslinking and good flexibility. In addition, the high capacity of EVA copolymers to incorporate fillers, such as carbon black, make them very used for the manufacture of semiconductor compounds. |  | |||||||
Chemical properties EVA | ||||||||
EVA copolymers due to their polar nature, they absorb small amounts of moisture. Water absorption increases with the VA increase. Resistance to surfactants increases as the VA content decreases in degree of fluidity. EVA copolymers are permeable to gases and vapors. EVA copolymers can be damaged by atmospheric agents and in particular by ultraviolet radiation from sunlight. Due to its low resistance to temperature, it is not possible to sterilize the EVA copolymers with steam. If it is desired to sterilize it, it is necessary to apply radiations (gamma or Cobalt 60) under suitable conditions so that the polymer is not degraded. |  | |||||||
| Aesthetic quality | ||||||||
When it comes to a finished look, the overall appearance of a compression molded EVA foam (vacuumform / thermoformed) part can not be compared to that after an injection part of molded foam. The density increase and perfect "mold" finish of an injection mold, produces a part with a much superior aesthetics. Because the foam used for compression molded parts is outsourced, the quality of the foam is also likely to be variable, affecting the aesthetics of the final part. On the other hand, because injection molded foam is manufactured in the company with foam and part at the same time, the quality is always constant. Specific variables that affect the quality of compression parts, but not injection parts, are: count of incompatible cells within the foam, variable pigmentation and density in the raw materials that cause color variation inconsistent part-to-part processing time, temperature and degree of compression cause variation in part definition. |  | |||||||
EVA Processability | ||||||||
The microcellular and foamed EVA, of lower density than the pure EVA, is easy to process and mold, both by injection and compression, this being one of the most important applications of the EVA. The ability to produce a consistent three-dimensional piece is based on how the molding process can be controlled. The pellet to the process of the product means that the manufacture of the foam and final part, are the same. Most processing conditions can be controlled and duplicated, resulting in minimal variation from part to part. Molded compression, however, starts with a foam sheet that is heated and molded in a different shape, subject to much more variable processing conditions. In addition, the need for final adjustment of the compression molded part can also be an important contribution to a low quality image. Injection-molded parts are extremely soft and malleable when they finish their molding cycle. During the post-molding phase, a cooling attachment may be required to help the party maintain its shape. Unless the part is subjected to external forces that causes it to change shape, the final part of cooling will be exactly what was expected. On the other hand, molded foam parts of the compression can undergo post-molding shrinkage and deformation, even if the cooling accessories are used. |  | |||||||
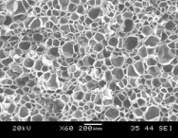
| EVA espumado | ||||||||
Plastic foams have many advantages, such as: weight, insulation capacities (sound and heat), energy absorption (impact, impact and vibration), buoyancy, and elastic properties in certain cases. Plastic foams are polymers containing dispersed cells throughout the polymer matrix. Polymer foam can be viewed from different perspectives, such as product dimension, foam density, cell size, cell density, foam morphology and foam properties. Foamed plastics have a wide density range of approximately 1.6 kg / m3 to more than 960 kg / m3. Depending on the average cell size and cell density, they can be divided into three main categories: Conventional foams <10e6 cells / cm3 Foams of thin cells 10e6 to 10e9 cells / cm3 Microcellular foams> 10e9 cells / cm3 In terms of the expansion ratio of plastic foams can also be classified into high density foam (<4 folds), medium density foam (4-10 folds), low density foam (10-40) folds), and very low density foam (> 40 folds). The processing methods of microcellular foams can be divided into two categories: discontinuous foaming process and continuous foaming process. In the process of discontinuous foaming, an autoclave is generally used to place the polymer sample, which is saturated with a blowing agent. The foams can be produced by steam heating or by rapid pressure drop. Compression molding can also be used in a batch process, especially for chemical blowing agents. Alternatively, injection molding and extrusion are two typical methods used for the formation of continuous foam, which makes the manufacture of foams easier and more economical. The main mechanism for microcellular foaming are divided into four basic steps: 1) Mixing of polymer and blowing agent; 2) Formation of polymer solution / blowing agent; 3) Nucleation / bubble crosslinking; Nucleante or Vulcanizante 4) Cell growth and stabilization. Cross-linking increases the viscosity of the polymer, and extends the area of the melt, expanding the temperature range at which stable foams can be produced |  | |||||||
| Cost | ||||||||
Compression of molded EVA foam parts will almost always cost you less than molded foam injection. Not only are the tools and equipment less expensive but the parts as well. Because compression molding uses bread bags, they are often chosen (cheap) low density foams. This results in inferior quality products that are excellent for a gift or other temporary product. Foam injection molded products, while more expensive, are attractive, with lasting value. |  | |||||||
EVA Applications | ||||||||
Those with low content of vinyl acetate (3 to 20% by weight) are used in the plastics market. In the toy industry they are used to make car wheels, puzzles, flexible early childhood toys, etc. Other applications are the manufacture of shoe soles, beach sandals, life vests, fenders, packaging, gaskets, tubes, cable covers, bags and deep-frozen containers. Those with low content of vinyl acetate (15 to 40% by weight) are used in the market of coatings and hot melt adhesives. The content of 28% VA is the most used to manufacture hot melt adhesives. The copolymers with 45-55% VA are used for applications such as rubbers and to produce the anchoring ("grafting") of the EVA in PVC by copolymerization. EVA copolymers with a high content of vinyl acetate, which are similar to the copolymers obtained by copolymerizing polyvinyl acetate (PVA) with other plasticizing monomers, are widely used for the adhesive industry. Microcellular foams are widely used in the footwear, rugs and toy sectors. |  | |||||||
| Durabilility | ||||||||
Plastic materials are naturally good for long-term use. EVA foam can be added to natural rubber and EPDM material that can not only improve its strength, but also its durability and make it subject to long-term use. The rubber materials are durable but they are so heavy that sometimes they are not practical and portable to use. Compared to rubber materials, EVA foam is much more portable and easy to move. After adding a tough additive for its production, EVA foam can actually perform better than rubber materials, it also offers long-term durability. |  | |||||||
| Buoyancy | ||||||||
EVA materials are widely used for marine products and applications. The EVA foam has a strong buoyancy in the closed cell structure. They are excellent in water resistance. You should also know that low and medium density EVA foam materials are lightweight and portable. These advantages make them quite suitable and outstanding for marine products. You can easily see EVA foam materials for water floats, boat cushion mats, swim boards and even as foam pieces in life jackets. |  | |||||||
| Insulation | ||||||||
EVA foam is a closed cell foam material. They are naturally good at insulation. Also other closed cell foam materials do have better insulation abilities than open cell foam. For production, EVA foam materials need to go through vulcanization procedure where they are formed with a cross-linked also closed cell molecular structures. The insulation abilities of EVA foam includes heat and thermal insulation.The can resist temperature from minus 30 degree centigrade to 80 degree centigrade. Besides, we can also put ire retardant additives and anti -static agents to enrich the insulation performance of EVA foam materials. |  | |||||||
Chemical properties | ||||||||
As mentioned above, when the EVA foam sheet is produced, we can place natural rubber elements and other elastic additives. In this way, we can formulate highly resistant EVA foam materials once we use those resistant elements. Sometimes, the customer requires high strength EVA foam and is actually the mixture of EVA foam and rubber. Highly elastic EVA foam materials can be widely used to improve the cushioning and durability of products. Some foam products can see highly resistant EVA foam materials, such as squeegee blades, foam seals, foam gaskets, seat cushions, etc. |  | |||||||
| Damping | ||||||||
EVA foam materials are foamed plastic and rubber mix, not solid and hard plastic and rubber material. Generally for EVA foam materials of low density and medium density, they can be naturally elastic and flexible. And they are also stronger than the soft polyurethane foam. Since they have a good cushioning capacity at an economic cost, people often use it as cushioning material. You can find them in many products, such as knee pads, EVA foam mats, packaging and foam inserts, and even on the golf putting green, for people to use the large EVA foam sheet as an underground cushion. |  | |||||||